CNC Rundtisch

Diesen CNC-Rundtisch habe ich für einen Kunden umgebaut. Als Basis dient ein schwenkbarer Rundtisch von Wabeco mit 110 mm Durchmesser. Den Tisch gibt es auch in einer einfachen, nicht schwenkbaren Ausführung, die wesentlich günstiger ist. Der Kunde will aber unter anderem Bohrungen in kegelförmigen Werkstücken herstellen, deshalb braucht er den schwenkbaren Tisch. Der Umbau auf CNC ist aber für beide Ausführungen gleich.
Eine andere Art von Rundtisch ist die RounDINO 120 Drehachse, die vielseitige Möglichkeiten der 3D-Bearbeitung bietet.
Nach dem Abziehen des Handrades bietet sich das folgende Bild:

Der Ring mit der Skala ist auf die Nabe der Antreibswelle aufgesteckt und mit zwei Gewindestiften gesichert. Im Ring sind drei Gewindebohrungen M5. Die Welle hat 12 mm Durchmesser und besitzt einen Wellenkeil mit 4 mm Breite.
Die Gewindebohrungen bieten sich natürlich für die Befestigung eines Kupplungsgehäuses an, an dessen anderem Ende der Schrittmotor befestigt wird. Als Kupplung habe ich eine sogenannte Oldham-Kupplung gewählt, die aus zwei Kupplungsteilen und einer dazwischenliegenden, beweglichen Scheibe besteht. Die Kupplung ist drehstarr, kann aber einen gewissen Wellenversatz ausgleichen. Das folgende Bild zeigt die probeweise montierte Kupplung:

Nachdem das geklärt war, habe ich die Konstruktionszeichnung und die Zeichnungen der einzelnen Bauteile angefertigt. Es müssen nur drei Teile angefertigt werden, das Kupplungsgehäuse, ein Passring und die Zugentlastung des Motorkabels. Der Passring ist aus folgendem Grund erforderlich: Aufgrund des Lochkreises der Gewindebohrungen muss die grosse Bohrung des Gehäuses 42 mm Durchmesser haben, damit noch Platz für die Köpfe der Imbusschrauben ist. Der Schrittmotor hat aber einen Zentrierflansch mit 36 mm Durchmesser. Diese Differenz überbrückt ein 5 mm breiter Ring, der innen 36 mm und außen 42 mm Durchmesser hat. Bei sorgfältiger Arbeit kann der Ring hinten in das Gehäuse eingepresst werden, ist die Passung schlabbrig, hilft Loctite 648.
Das folgende Bild zeigt das Ausdrehen des Kupplungsgehäuses:

Hier werden die Befestigungsbohrungen hergestellt:

Passt!

Der fertige Passring:

Und hier in das Gehäuse eingepresst:

Das ist ein Teil der Oldham-Kupplung, die ich auf 12 mm aufgebohrt habe.

Die Keilnut habe ich dann mit einer passenden Räumnadel angefertigt. Dazu benutze ich meine Fräsmaschine als Presse, weil Sie einen elektrischen Antrieb für die Verstellung des Kopfes hat. Sehr bequem. Wenn Sie keine Räumnadel haben, können Sie Nut und Keil auch weglassen.

Auf dem folgenden Bild ist das Gehäuse endgültig montiert. Der untere Teil der Kupplung ist auf die Welle gesteckt und mit dem Imbusschlüssel ziehe ich durch die Bohrung im Gehäuse die Klemmschraube der Kupplung an.

Das Gegenstück der Kupplung ist auf dem Schrittmotor montiert. Vorher habe ich gemessen, wie weit ich die Kupplung auf die Motorwelle aufschieben muss.

Der Motor ist festgeschraubt und das Motorkabel mit Zugentlastung angeschlossen. Das Kabel ist mit einem Spiralschlauch aus Stahl geschützt:

Hier der fertige Rundtisch von der Rückseite:

Soweit also der mechanische Teil. Elektrisch wird der Motor des Tisches an die 4. Achse der CNC-Steuerung angeschlossen. Auf einen Referenzschalter am Tisch habe ich verzichtet, weil er schwierig unterzubringen ist und leicht beschädigt werden kann. Er ist auch nicht wirklich erforderlich.
Als letztes muss natürlich die Software entsprechend konfiguriert werden. Als Fan von Mach3 beschreibe ich hier die notwendigen Einstellungen, haben Sie eine andere Software, dann lohnt ein Blick ins Handbuch.
Als erstes püfen Sie in Mach3, ob Sie bei „Config / Ports and Pins / Motor Outputs“ die Schnittstellenpins für die A-Achse korrekt konfiguriert haben.
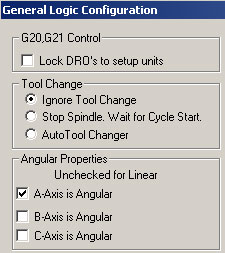
Dann rufen Sie „Config / General Config“ auf und setzen die A-Achse auf „Angular“ (Drehachse):
in der Abteilung „Rotational“ in „General Config“ setzen Sie den Haken bei „Rot 360 rollover“. Das führt dazu, dass die Anzeige der Achse nach 360 Grad wieder auf Null springt. Setzen Sie den Haken nicht, zählt die Anzeige endlos weiter.

Mit dem Parameter „Ang Short Rot on G0“ hat es folgende Bewandnis: Ist der Haken gesetzt, dann dreht der Tisch im Eilgang in die Gegenrichtung, wenn eine Position angefahren werden soll, die kleiner als die erreichte Position ist. Dabei kann Umkehrspiel auftreten. Das wird vermieden, wenn der Haken nicht gesetzt ist, der Tisch dreht dann in der gleichen Richtung über die 360 Grad hinaus, bis die gewünschte Position erreicht ist. Im Vorschub dreht der Tisch immer in beide Richtungen.
Prüfen Sie dann, ob Sie bei „Config / Ports and Pins / Motor Outputs“ die Schnittstellenpins für die A-Achse korrekt konfiguriert haben.
Nun müssen Sie noch das Motortuning durchführen. Rufen Sie dazu „Config / Motor Tuning“ auf und klicken Sie auf den Knopf „A Axis“.

Den Wert für „Steps per“ (in diesem Fall für ein Winkelgrad statt einem Millimeter) errechnen Sie wie folgt: 360 Gad geteilt durch die Anzahl Zähne auf dem Schneckenrad des Tisches ergibt die Anzahl Winkelgrade, um die der Tisch bei einer Motorumdrehung gedreht wird. Der Wabeco-Tisch hat 90 Zähne, also 4 Grad pro Umdrehung. Für 1 Grad muß der Motor also eine Viertelumdrehung machen. Nun sollten Sie wissen, wieviele Schritte für eine Umdrehung des Motors erforderliche sind. Im Beispiel sind es 1.000 Schritte, für eine Viertelumdrehung sind also 250 Schritte, die in das Feld „Steps per“ eingetragen werden. Damit kennen wir auch die Auflösung, die 1/250 = 0,004 Grad beträgt.
Die Eilganggeschwindigkeit habe ich auf 1500 Winkelgrade pro Minute, also 4,17 U/min. eingestellt. Für die Beschleunigungsrampe habe ich ca. 0,2 Sekunden gewählt.
Damit ist der Tisch betriebsfertig und Sie können anfangen, damit zu spielen. Verwenden Sie meine deutsche Oberfläche für Mach3, dann setzen Sie den Tisch mit den Tasten „Pos 1“ und „Ende“ in Bewegung.
Verwendete Bauteile:
Rundtisch Wabeco Nr. 11501 (starr) oder 11505 (schwenkbar). Den Tisch gibt es als chinesisches Produkt auch von anderen Herstellern, achten Sie aber auf mögliche Qualitätsunterschiede.
Schrittmotor Sanyo Denki 103 H7823 1740, gibt es in meinem Shop.
Kupplung von Mädler, Art. Nr. 60140800
Motorkabel, Stahlflexschlauch und Kabeldurchführung von Conrad.
Zeichnungen:
Die Zeichnungen für den Umbau können Sie hier herunterladen.